Les douilles droites peuvent être fabriquées selon différentes méthodes :
À partir d’une plaque épaisse : La plus courante, une assise est fraisée directement dans une plaque épaisse. Le fraisage de l’assise est souvent confié à la personne en charge du sertissage.
En réalisant uniquement l’extérieur de la douille, avec ajout d’une assise :
- En fil :
- Ce procédé est rapide, mais le positionnement de l’assise peut être délicat en raison du faible contact entre le fil et la douille. Il peut aussi présenter des défauts esthétiques si la brasure déborde.
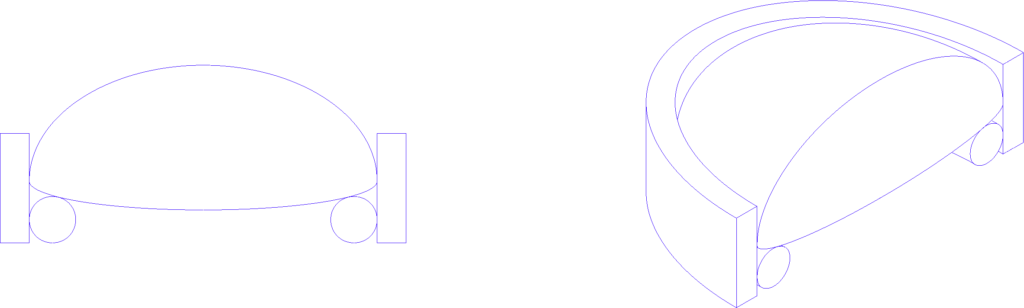
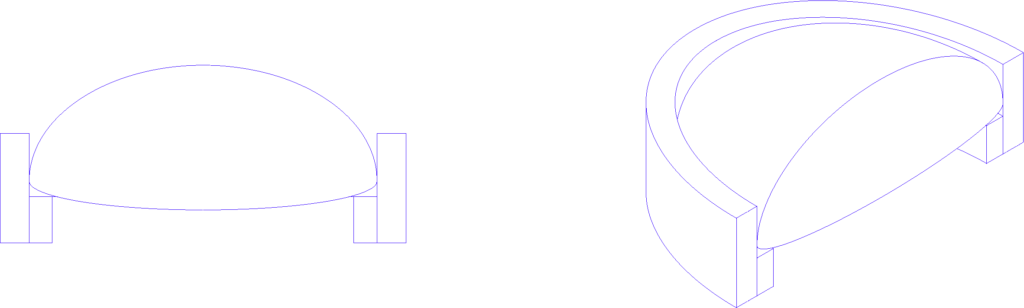
- Douille dans une douille :
- Une seconde douille insérée à l’intérieur permet de garantir une assise stable et bien plane pour la pierre. Pour des formes complexes, une alternative consiste à souder deux bandes de métal de hauteurs différentes avant de les mettre en forme, évitant ainsi la réalisation et l’ajustement de deux douilles distinctes.
- Une seconde douille insérée à l’intérieur permet de garantir une assise stable et bien plane pour la pierre. Pour des formes complexes, une alternative consiste à souder deux bandes de métal de hauteurs différentes avant de les mettre en forme, évitant ainsi la réalisation et l’ajustement de deux douilles distinctes.
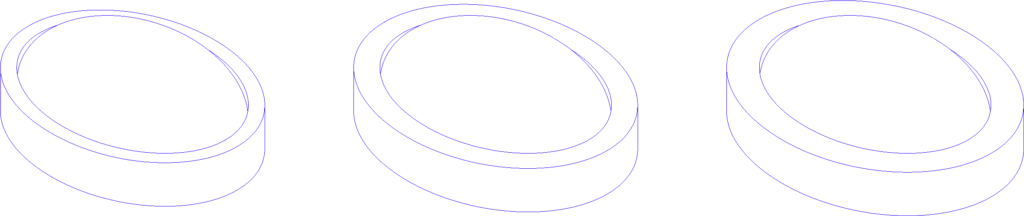
- Sur une plaque ajourée :
- L’ouverture sous la pierre favorise le passage de la lumière, limite l’oxydation et facilite son extraction. Cette méthode est particulièrement adaptée pour ajouter un serti au centre d’une plaque, mais elle nécessite souvent de fraiser l’assise de la pierre, et la brasure peut être plus visible sur les côtés.
- L’ouverture sous la pierre favorise le passage de la lumière, limite l’oxydation et facilite son extraction. Cette méthode est particulièrement adaptée pour ajouter un serti au centre d’une plaque, mais elle nécessite souvent de fraiser l’assise de la pierre, et la brasure peut être plus visible sur les côtés.

Considérations techniques
- Épaisseur minimale de l’assise : Une épaisseur d’au moins 0,5 mm est nécessaire pour assurer un bon maintien de la pierre et éviter qu’elle ne traverse la douille.
- Marge de matière pour le sertissage : Après prépolissage et avant le serti, il doit rester au moins 0,5 mm de métal autour de la pierre. Il est recommandé de prévoir une marge supplémentaire d’un dixième d’épaisseur au début du travail pour compenser l’affinage dû aux finitions.
- Adaptation selon la taille et l’usage : Pour les petites pierres (jusqu’à 10 mm), une épaisseur de 0,5 mm est suffisante. Toutefois, elle doit être augmentée pour les pierres plus volumineuses ou en fonction des contraintes subies par la douille :
- Bagues et bracelets : Soumise à des frottements fréquents, elle nécessite une épaisseur plus importante pour éviter une usure prématurée.
- Boucles d’oreille, colliers : Moins exposée aux chocs et aux frottements, elle peut être plus fine sans risque majeur, mais au minimum 0,5mm.
- Choix esthétique et technique : Une douille plus épaisse peut être préférée pour des raisons esthétiques, mais il faut garder à l’esprit que plus l’épaisseur est importante, plus il sera difficile de rabattre la matière lors du sertissage.
- Adaptation selon la taille et l’usage : Pour les petites pierres (jusqu’à 10 mm), une épaisseur de 0,5 mm est suffisante. Toutefois, elle doit être augmentée pour les pierres plus volumineuses ou en fonction des contraintes subies par la douille :
Détermination de la hauteur de la douille
- Pour une pierre facettée : La hauteur de la douille est déterminée par la hauteur de la pierre. Elle doit permettre d’avoir suffisamment de matière au-dessus de la rondiste pour assurer un serti efficace, tout en garantissant que la culasse soit bien protégée à l’intérieur. Cette précaution est essentielle sur une bague pour éviter que la pointe de la culasse ne touche la peau.
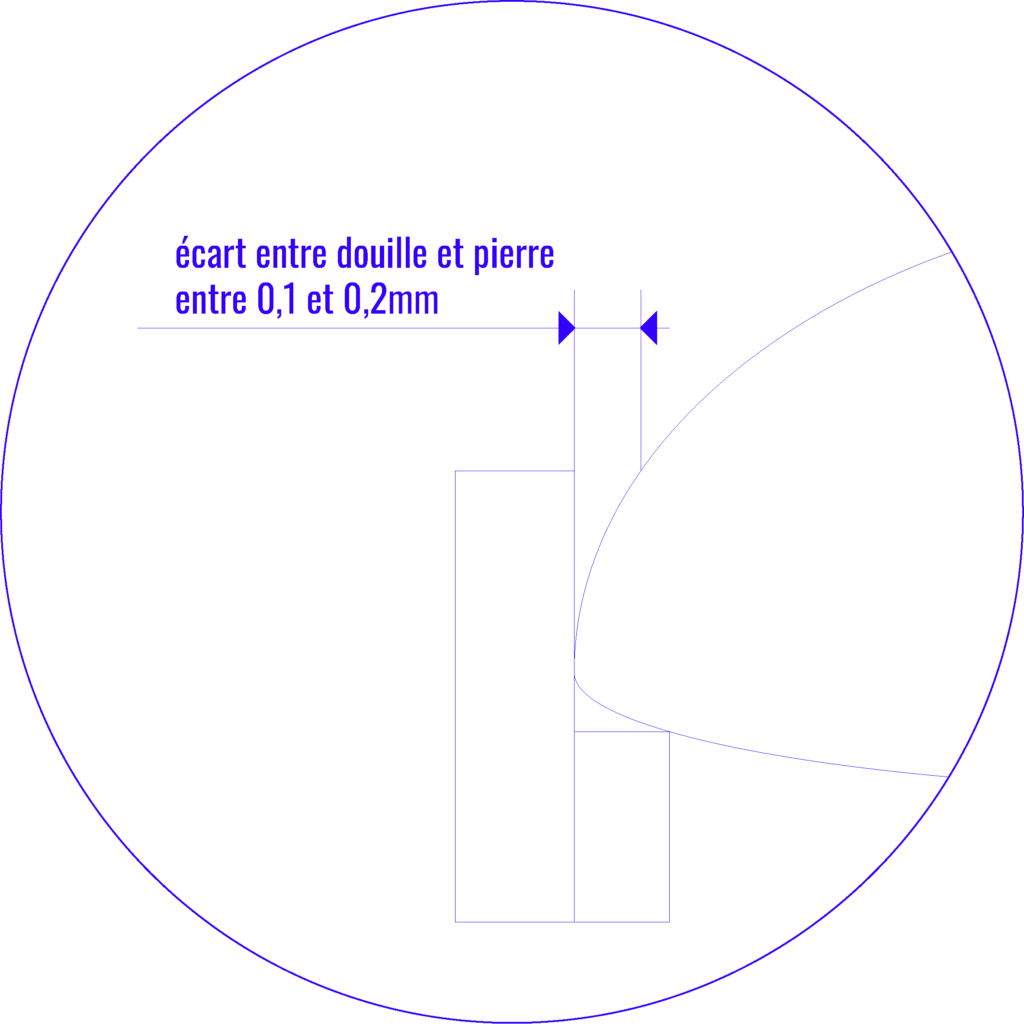
- Pour une pierre cabochon : La hauteur du serti influence la portion visible de la pierre. Un serti trop haut peut masquer une partie importante du cabochon, tandis qu’un serti trop bas risque de ne pas bien maintenir la pierre. En général, une distance de 1 à 2 dixièmes entre la paroi et la pierre est suffisante pour assurer un bon sertissage.
- Plus la pierre est bombée, plus la douille doit être haute.
- Une pierre plus plate nécessitera une hauteur réduite pour un maintien optimal.
Autres considérations
Pour les pierres délicates ou si on ne maîtrise pas bien les recoupes à l’échoppe, on peut utiliser un outil pointu et poli pour masser la matière rabattue et créer l’effet recoupe, en faisant attention de ne pas prendre appui sur la pierre.
Sur des parois épaisses ou des pierres délicates, il peut être utile de casser l’angle extérieur afin de pousser plus facilement la matière contre la pierre.
Fabrication des douilles droites
Douille droite ronde
Pour fabriquer une douille ronde droite, deux méthodes sont possibles :
- À partir d’un tube : Il est possible d’utiliser un tube du commerce dont une section sera tronçonnée. Ces tubes présentent l’avantage de ne pas comporter de brasure, mais offrent un choix limité quant à l’épaisseur de paroi, contrairement aux tubes réalisés à la main, dont l’épaisseur est maîtrisée mais qui nécessitent une brasure. Cette approche est idéale pour la production en série de douilles de dimensions identiques. Pour obtenir le diamètre souhaité, les tubes peuvent être tirés à la filière, soit en créant une pointe à l’extrémité, soit en insérant et en brasant un fil à l’intérieur. Toutefois, le passage à la filière peut courber le tube, nécessitant un redressement soit en le faisant rouler entre un tas et l’enclume, soit au banc à tirer, ce qui implique une perte de matière aux extrémités.
- À partir d’une bande : Une bande de métal, dont la hauteur et l’épaisseur correspondent aux dimensions finales de la douille, est pliée à l’aide d’une pince. Il est recommandé de pré-courber les extrémités dans un dé à cambrer avant de procéder au pliage et à la brasure. Une fois brasée, la douille est mise en forme sur un triboulet afin d’obtenir un arrondi parfait. Il est essentiel de la retourner régulièrement pour éviter toute conicité.
Douille ovale droite
Pour créer un bel ovale, ne jamais partir d’un rond qu’on va écraser, cela ne donne jamais une belle forme, on gardera toujours un plat du côté écrasé.
Souvent, la brasure se fait sur le long côté de l’ovale, plus facile à plier.
On part d’une bande de métal de la bonne épaisseur, légèrement plus longue que nécessaire. On commence par courber l’entier de la bande selon la courbure du long côté de l’ovale à l’aide d’une pince ou d’un fer à cambrer en prenant garde de ne pas marquer le métal, avant d’accentuer la courbe d’un côté pour suivre la courbure plus prononcée de l’ovale, puis de l’autre.
Douilles avec angles
Pour les douilles carrées, rectangulaires ou octogonales droites :
Sur une bande de métal, reporter la largeur des bords extérieurs de la douille.
- Pour les rectangles et les carrés, limer à l’aide de la lime carrée des saignées pour ne garder qu’un dixième de profondeur, qui permettra d’avoir des plis nets.
- Pour les douilles octogonales, préférer la technique des angles au bocfil, qui consiste à scier sur le traçage pour n’avoir qu’un à deux dixièmes de matière, puis plier, scier et ainsi de suite jusqu’à obtenir le bon angle. Vérifier régulièrement les angles avec un rapporteur d’angle.
Pour les douilles en forme de trillant (trillion), coussin, navette, poire droites :
Toujours commencer par donner à la bande la courbure de la pierre, dans le cas de la poire, prendre la courbure la plus ouverte (vers la pointe).
- Pour les trillants, les navettes et les coussins, une fois la courbure parfaitement ajustée à la pierre, reporter la largeur des bords puis faire des saignées au bocfil (trillants et navettes) ou à la lime (coussins).
- Pour la poire, accentuer la courbure à la pince ou autour d’un axe pour créer le bas de la poire jusqu’à se faire toucher les pointes en tension, puis scier à travers la bande pour créer la pointe.
Laisser un commentaire