Règles d’or
Pour assurer le bon déroulement de la brasure, il convient de suivre ces règles:
1. Propreté du métal : Les impuretés, telles que la saleté ou l’oxydation, peuvent entraver le déplacement de la brasure le long de la zone de contact, compromettant ainsi la qualité de la soudure.
2. Ajustage précis : L’ajustage entre les pièces à braser doit être parfait. La brasure ne doit pas être envisagée comme un moyen de compenser un ajustage malheureux.
3. Quantité de brasure : L’estimation de la quantité de brasure doit être précise, ni excessive ni insuffisante. Pour déterminer la taille des paillons, il est recommandé de viser un paillon dont le volume correspond à l’espace à combler dans la zone à braser. Par exemple, pour braser un anneau en fil rond de 0,8 mm de diamètre, on peut estimer que l’espace à remplir représente la surface de la section du fil multipliée par un dixième de l’espace entre les surfaces en contact (π x (0,4 mm)2 x 0,1 ≈ 0,05 mm³). Un paillon carré de 0,5 x 0,5 x 0,2 mm (0,05 mm³) serait alors recommandé. Cette estimation ne doit pas être recalculée pour chaque brasure ; avec l’expérience, cette évaluation deviendra de plus en plus intuitive.
4. Rapidité d’exécution et équilibre thermique : La brasure doit être effectuée rapidement, car plus elle s’éternise, plus la pièce risque de s’oxyder. Les deux parties doivent atteindre la température requise simultanément pour que la brasure puisse couler uniformément entre les surfaces à joindre. Lors du brasage de l’argent, il est crucial que la flamme enveloppe correctement la pièce, en raison de la haute conductivité thermique de ce métal ; autrement, une zone non chauffée pourrait refroidir la zone à braser. Cependant, pour l’or, dont la conductivité thermique est moindre, il est possible de chauffer uniquement la zone à braser.
5. Positionnement des paillons : Les paillons doivent être en contact avec les deux parties à braser. La brasure fond en direction de la source de chaleur. Cette caractéristique doit être prise en considération lors de la sélection de l’emplacement du paillon. Il est possible de positionner la pièce à braser entre le paillon et le chalumeau.
6. Protection avec du flux : Le métal doit être protégé par du flux type borax, fluoron ou Firescoff, sauf le platine qui se brase sans car il ne s’oxyde pas lors des brasures. Une quantité excessive ou insuffisante de flux peut entraver la bonne coulée du paillon. Un excès de flux peut créer un effet d’aquaplanage des pièces entre elles, tandis qu’une quantité insuffisante peut entraîner une oxydation trop rapide du métal, empêchant ainsi le paillon de couler correctement.
Préparation des paillons
Il est déconseillé de préparer des paillons en grande quantité, car cela peut entraîner leur oxydation et une mauvaise coulée lors de la brasure. De plus, renverser sa boîte à paillons est un risque courant qui peut être irritant. Un autre risque est la confusion liée à l’étiquetage incorrect de la brasure, ce qui peut conduire à une utilisation inappropriée du matériau. Étant donné que les plaques de brasure sont généralement plus onéreuses que les plaques d’alliage classiques, il est important d’être prudent dans leur utilisation pour éviter le gaspillage.
Lorsqu’un travail nécessite toujours la même quantité de brasure (comme la brasure de maillon de chaîne ou de griffe de chaton), il est possible de préparer des paillons de taille uniforme pour le travail à accomplir.
Pour ce faire, on commence par évaluer la quantité de brasure nécessaire et on procède à une brasure test pour déterminer la taille optimale du paillon.
Une fois la taille de paillon optimale trouvée, on peut découper de longues bandes dans notre plaque de brasure, qui ont tendance à se courber sous l’effet de la cisaille à paillon. Pour les remettre bien à plat, on ouvre les rouleaux du laminoir à l’épaisseur de la plaque, puis on la passe avec la partie pleine en premier, tout en maintenant l’autre côté dans une pince parallèle pour éviter que les bandes ne se chevauchent.
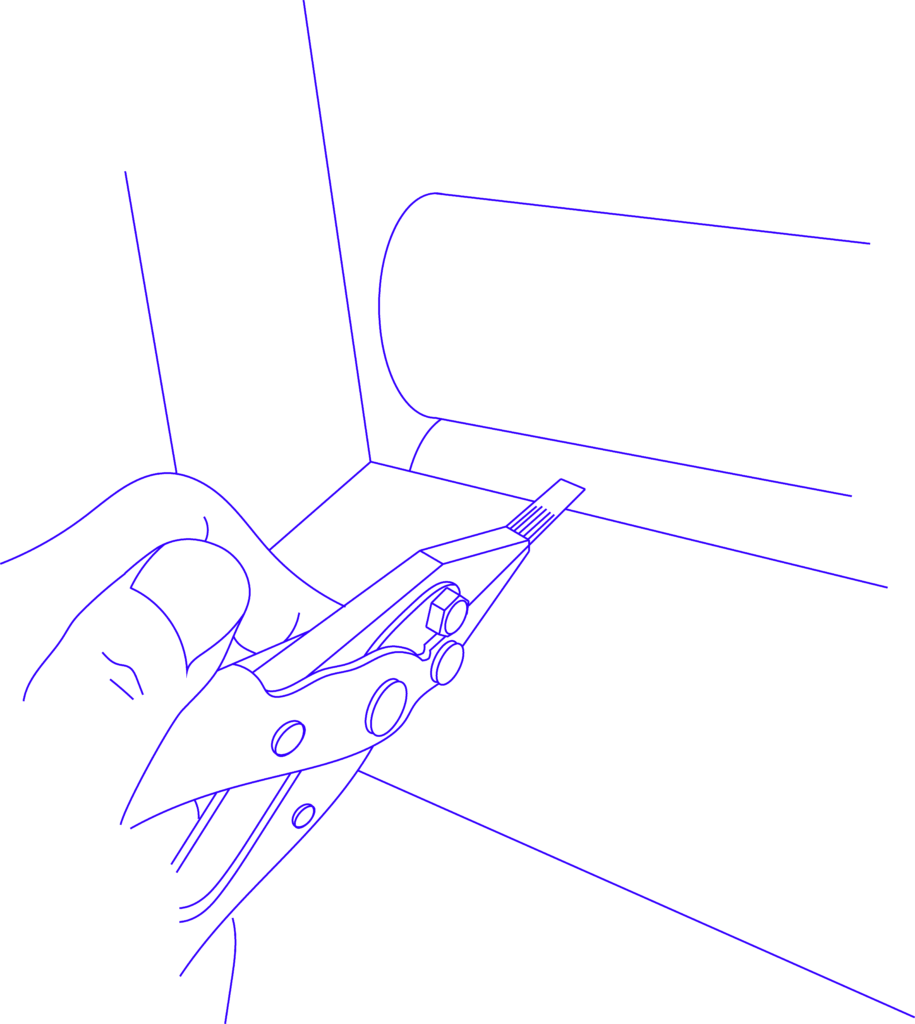
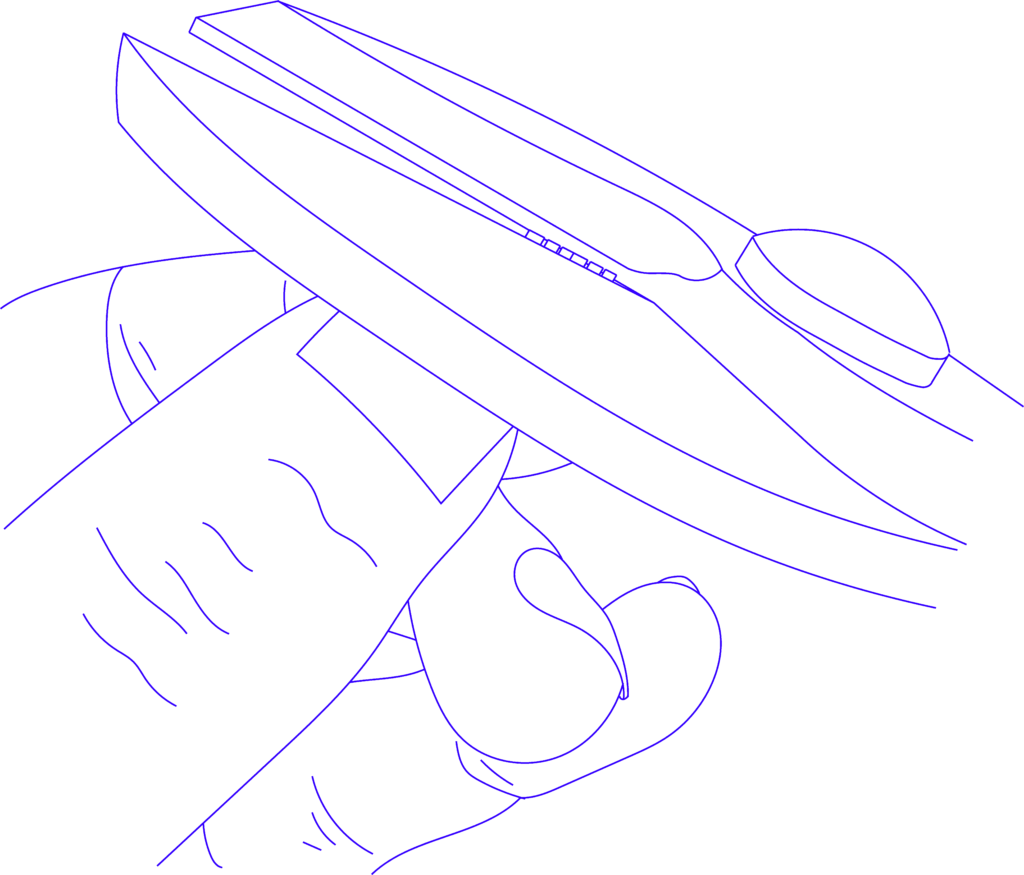
Ensuite, on peut couper nos paillons avec la cisaille à paillon. Il est important de noter que plus on coupe les paillons au bout de la pince, plus ils ont tendance à sauter. En débutant la découpe vers l’intérieur de la pince, on gagne en stabilité. On peut alors découper les paillons et utiliser les premiers comme gabarit pour couper les suivants à la même taille.
Pour les paillons allongés, il est recommandé de réaliser des bandes larges puis de les couper courts.
Braser des formes creuses
Il est possible de réaliser une brasure hermétique sur des pièces creuses, à condition de respecter les principes suivants :
Réaliser sa brasure en une seule chauffe : Lorsque l’on chauffe un volume fermé contenant de l’air, les molécules de ce gaz gagnent en énergie cinétique, entraînant une augmentation des mouvements et des collisions entre elles. En conséquence, la pression à l’intérieur du volume augmente. Durant la première opération de brasage, tant que le joint n’est pas complètement scellé, il est possible que de l’air s’échappe. Une fois que la brasure a durci et scellé hermétiquement le volume, un nouveau chauffage peut entraîner une augmentation de pression, car l’air emprisonné ne peut plus s’échapper. Ceci peut conduire à une déformation, une rupture de la brasure, ou même une explosion, particulièrement si les parois de la pièce sont fines, comme sur les grosses – mais légères car creuses – chaines en or.
Éviter la présence de liquides à l’intérieur des pièces creuses : Si de l’eau est présente à l’intérieur du volume lors du chauffage, elle se transformera en vapeur. La vapeur d’eau occupe un volume bien plus grand que l’eau liquide, augmentant ainsi considérablement la pression à l’intérieur du volume à braser. Cette pression accrue peut également mener à des risques de rupture ou d’explosion.
Utilisation correcte du borax : Sur le principe de ne pas avoir de liquide à l’intérieur de la pièce avant de réaliser la brasure, il est conseillé d’appliquer le borax sur la pièce préalablement légèrement chauffée, pour qu’il cristallise immédiatement.
Chauffage ultérieur de pièces creuses : Si une nouvelle chauffe est nécessaire, il est prudent de percer un petit trou dans un endroit discret de la pièce pour permettre à l’air emprisonné de s’échapper, évitant ainsi l’accumulation de pression qui pourrait endommager la pièce.
Maintenir les pièces à braser
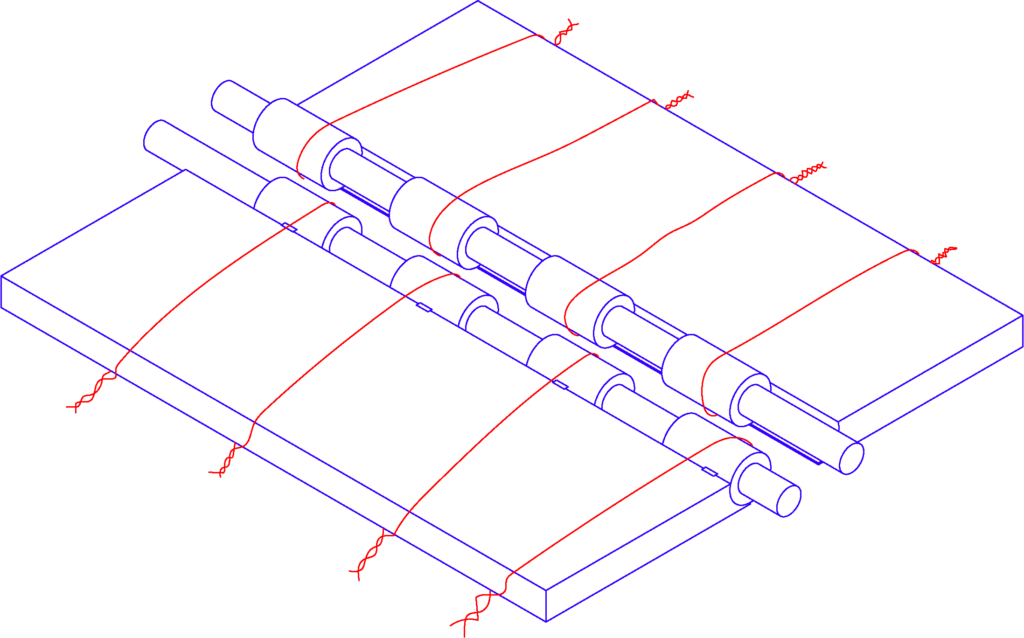
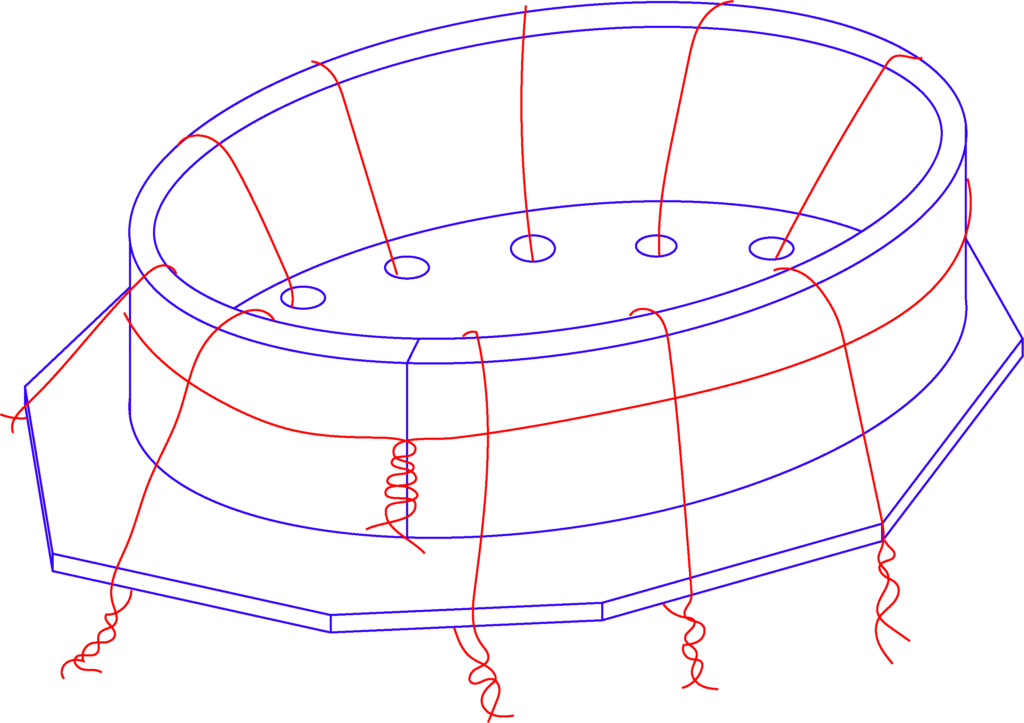
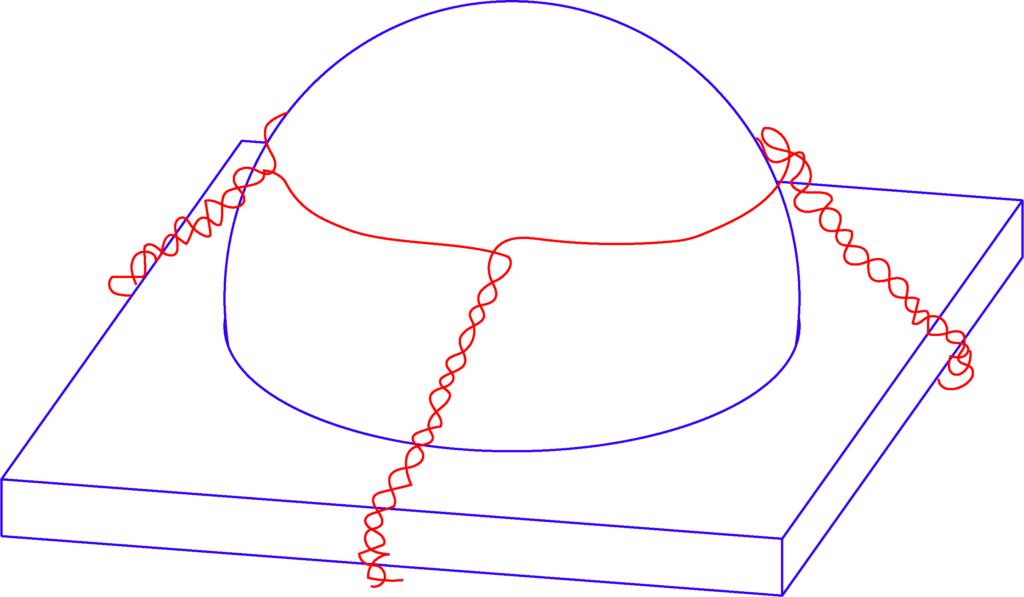
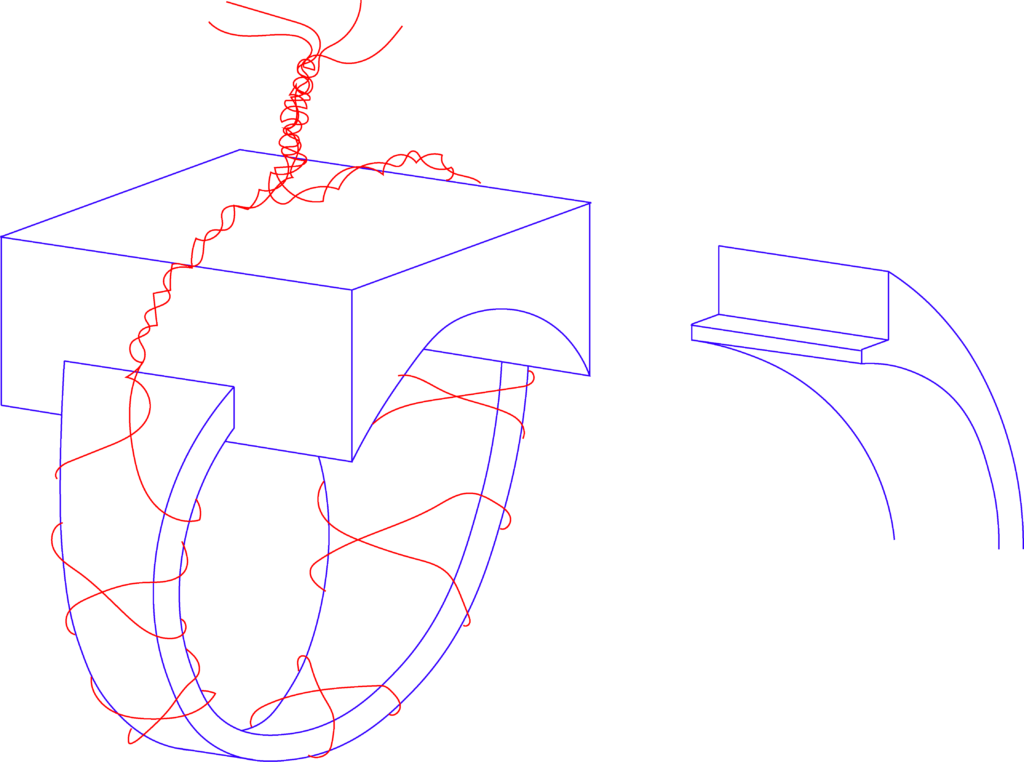
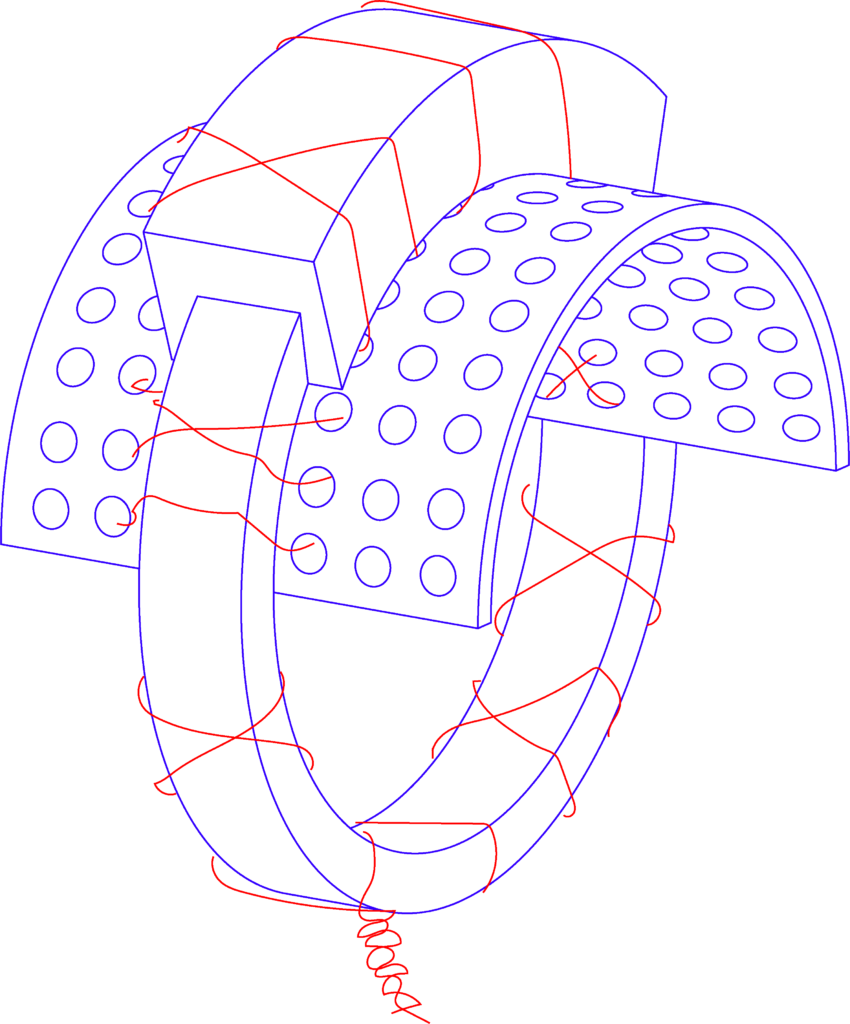
Le fil à lier
L’utilisation d’un fil à lier en fer, parfois doublé si très fin, permet de maintenir en place les éléments à braser lors des brasures à l’argent et à l’or. Cette technique n’est pas appropriée pour le platine et le palladium car leurs températures de brasure sont trop hautes pour le fil de fer.
Maîtriser cette technique de liage n’est pas aisé et nécessite de nombreuses tentatives.
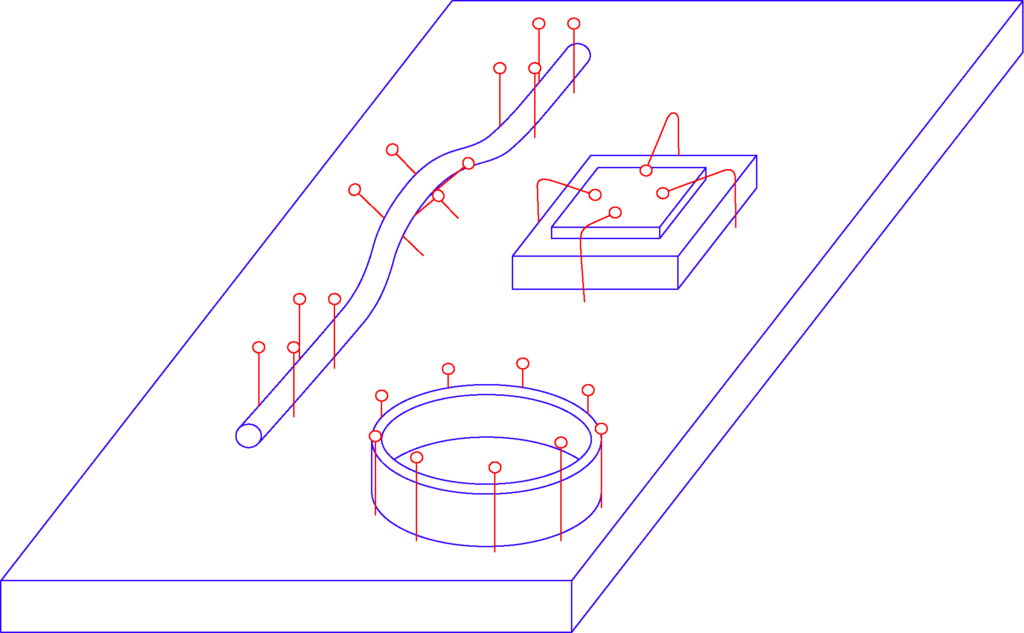
Les épingles
On peut se servir d’épingles plantées dans la plaque nid d’abeille ou dans du charbon pour maintenir en place des éléments à braser.
Le pointage laser
Voir la page sur la soudure laser
Autre
Avec un vieux pied à coulisse.
Avec des cales.
Répondre à Rachel Picchio Annuler la réponse